Sound Absorption Properties of Natural Fibre Reinforced Polypropylene Needle-Punched Nonwoven Fabrics Used in Automotive Interior
Zeliha ÇAVUŞ; *Mustafa Sabri ÖZEN; Aysun GENÇTÜRK;
Serdar EVİRGEN; *Mehmet AKALIN
SİTEKS, Sismanlar Textile Company, Saray, TEKIRDAG
*Marmara University, Technology Faculty, Textile Engineering Department, Kadıköy, İSTANBUL
Abstract
In this study, the properties of sound absorption of needle punched nonwoven fabrics produced at three different fabric weight such as 1300g/m2, 1600g/m2 and 2200g/m2 by blending of polypropylene fibres with flax and hemp fibres separately in the ratio of 50/50% were investigated. The sound absorption properties of produced nonwoven fabrics were measured in the frequency range of 100-5000Hz, and the results were given in the unit of the sound absorption coefficient. The effect of fabric weight in grams per square meter on the sound absorption properties of needle punched nonwoven made from hemp and polypropylene fibres in blending ratio of 50/50% were shown graphically.
The production work was carried out at large scale industrial machines instead of small scale laboratory type machines for more consistent results. These fibres were firstly blended and then carded, laid up and finally, needle punched. The fibre webs were formed at the carding machine and laid up at cross lapper machine according to the required web weight per square meter. Finally, the carded and folded webs (batt) were bonded at needle punching machines, and the needle punched nonwoven fabric production was finished.
The sound absorption coefficients of needle punched nonwoven fabrics were measured by impedance tube method according to ASTM 1050-98 standard in the frequency range of 100-5000Hz.
It was found that the nonwoven fabric produced from PP/Flax fibres had higher sound absorption coefficient values compared to the nonwoven fabrics made from PP/Hemp fibres at 1600g/m2 and 2200g/m2 fabric weight in the medium and high-frequency range. It was seen that the trends of graphs showing the sound absorption coefficient against the frequency of the PP/Flax and PP/Hemp nonwoven fabrics with 1300g/m2 fabric weight are very similar and their values of sound absorption coefficient are close to each other.
It was observed that the values of the sound absorption coefficient of the needle-punched nonwoven fabrics produced at three different fabric weight such as 1300g/m2, 1600g/m2, 2200g/m2 from hemp and polypropylene fibres in the blending ratio of 50/50% increased with the increase of fabric weight in grams per square meter. It was found that there is a positive correlation between fabric weight and sound absorption coefficient.
Keywords: Natural Fibre, Nonwoven, Sound Absorption Coefficient, Needle Punching Technology
I. Introduction
Noise, which is defined as unwanted or excessive sound, is considered a pollution type like water or air pollution and causes negative impacts on human health. Long term exposure to noises generated in the environment and workplaces can cause many health problems ranging from stress, loss of hearing, tiredness, poor concentration, sleep disturbance, productivity losses, communication difficulties, fatigue, lack of sleep, to more serious issues such as cardiovascular disease, cognitive impairment, tinnitus, annoyance and inner ear damage.
In 1971, the World Health Organization (WHO) stated that noise should be accepted as a major environmental threat to human health. It is necessary to protect human health from exposure to environmental noises originating from transportation (road traffic, railway, aircraft, etc.) and leisure noise (nightclubs, concerts, live sporting events, loud music etc.) in addition to noises originating from machines used in workplaces. Many material and methods have been developing to provide acoustic comfort in indoor spaces such as automobile, building, aeroplane and cinema. [1] Compared to commonly used synthetic fibrous material, the materials developed from natural fibres represent eco-friendly solutions in various technical textile applications such as automotive, building, industrial. [2] The nonwoven products produced from natural fibres can be used in building as an alternative to insulation materials such as glass wool, rock wool or mineral wool. [3]
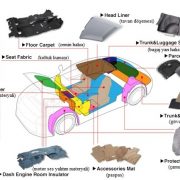
Especially, reducing unwanted noise coming from the engine, tires and traffic on the road in passenger compartments of vehicles is very important for automobile manufacturers. The most preferred fibre-based sound absorbers for noise control applications are nonwoven fabrics. The sound-absorbing nonwoven materials attached to various components such as floor carpet, headliners, trunk&luggage side, parcel shelf, door panels, trunk&luggage floor, protector wheelhouse, accessories mat, dash engine room insulator and pad&spacer tray are used in car interiors. The nonwoven fabrics used in car interiors have superior properties comparing to textile fabrics, including cost-effective, easy moulding, recyclability and attractive cost/performance ratio. In addition to that, the nonwoven fabrics can be designed with specifically targeted properties as thickness, mass and voluminous. Their porous structure and high surface areas make nonwoven fabrics attractive for being used in technical textile applications where sound absorption is desired. [4], [5]
The nonwoven fabrics have a porous structure inherently with interconnected cavities, allowing the sound waves to enter through them. When porous material is exposed to incident sound waves, the air molecules in the material are forced to vibrate and, in doing so, lose some of their original energy. This is because a part of the energy of the air molecules is converted into heat due to thermal and viscous losses at the walls of the interior pores and tunnels within the material. [3], [5]

Figure1-Nonwoven Fabric Applications in Automotive Interior-Otomotiv İç Mekanlarında Dokunmamış Kumaş Uygulamaları
Fibrous materials have been widely used in noise reduction due to porous structures. [6] Today, the existing sound-absorbing nonwoven materials are mostly produced from synthetic materials such as recycled polyester, virgin polyester and polypropylene, which are not biodegradable and eco-friendly. [7] As environmental protection, biodegradability and sustainability are very important issues, the usage of natural fibres such as flax, hemp, kenaf, jute and kapok for automotive textiles applications has been increasing as an alternative material to the synthetic fibres. Natural fibres are considered effective raw materials for producing noise reduction materials.
As the fabric weight in grams per square meter and thickness are important parameters, carding/needle punching or air-laid/ thermal bonding technologies as web forming and web bonding methods are preferred for the production of nonwoven fabrics with sound absorption property.
In previous scientific studies, many researchers have investigated the effect of fibre and fabric properties in addition to fibre type on the sound absorption properties of nonwoven fabrics. The results showed that the use of finer fibres, low fabric density, higher thickness and fabric weight in grams per square meter has a positive effect on the sound absorption of nonwoven materials. Gomez and his colleagues said that the sound absorption performance could be improved by increasing the thickness of the fabric or sample and by having a small fibre diameter. [8] Guzdemir et al. expressed that the jute, flax, hemp, kenaf fibres could be used instead of synthetic fibres such as polyester and polypropylene in construction and automotive application. These natural fibres are generally blended with staple polylactic acid (PLA) fibres. The polylactic fibres (PLA) have significant potential as a biodegradability polymer, but its high cost and slow biodegradability restrict its use. [9] Zhang et al. studied sound and vibration damping property of biocomposites produced from bamboo, cotton, flax and PLA fibres by using carding and needle punching machines. The best acoustic performance was exhibited by bamboo/cotton/PLA composite. [10] Pasayev et al. the sound-absorbing properties of nonwoven webs produced from chicken feather fibres were investigated. In this study, it was stated that nonwoven webs could be used as a sound-absorbing material. [1] Bhat et al. researched that effect of microfiber layers on acoustical absorptive properties of nonwoven fabrics. It was found that polypropylene microfiber melt-blown nonwoven fabric displayed good sound absorption behaviour. [11] Islam et al. indicated that there is a direct correlation between loss of sound transmission with an increase in thickness and fabric weight, decrease in air permeability. [12] Muthukumar et al. studied sound and thermal insulation properties of needle punched nonwoven fabrics produced from flax/low melting polyester. The low melting bonding polyester fibres were used at three different blending ratios such as 10%, 20% and 30%. It was found that developed nonwoven fabrics had better sound insulation values at medium and high frequency, and there was no significant change in sound insulation value with increase in the ratio of low melting bonding polyester fibre. It is considered that the presence of central canal-like free space in the flax fibre, which is referred to as lumen can contribute to sound absorption. [3]

Figure2-Some of the Vegetable Fibres-Bitkisel Lif Örnekleri
Thilagavathi et al. compared sound and thermal insulation properties of the needle-punched nonwoven fabrics made from 100% pineapple fibre (PALF) and blend of pineapple/low melting bonding polyester fibre. It was found that nonwoven fabrics produced from the blending of pineapple fibres and low melting bonding PET fibre had better sound insulation properties. [13] Campeau et al. verified the hypothesis that hollowness of the fibre has only small effects on the acoustics of the material in his study. [14] Tang et al. found that the tailored cross-sections of synthetic fibres such as circle, hollow and triangle are beneficial to improve the acoustic properties of the material in his review study. [6] Ganesan and Karthik investigated the effects of blend ratio of cotton fibre with kapok and milkweed fibres, fabric weight and bulk density on acoustic properties of nonwoven fabric. It was found that there is a positive correlation between fabric weight in grams per square meter and sound reduction and negative correlation between bulk density and sound reduction. It should remember that the porosity of nonwoven fabric is a very significant parameter on sound reduction. [7] Liu et al. investigated the sound-absorbing properties of nonwoven composites made from kapok fibre with polypropylene fibre and hollow polyester fibre in the low-frequency region of 100-500Hz. It was found that kapok fibre had a superior acoustical property at low frequency. [15]
In this study, the sound absorption properties of needle punched nonwoven fabrics produced at three different fabric weight such as 1300g/m2, 1600g/m2 and 2200g/m2 from Polypropylene/Flax and Polypropylene/Hemp fibres in blending ratio of 50/50% were investigated in the frequency range of 100Hz to 5000Hz. Moreover, the influence of fabric weight on sound absorption properties of needle punched nonwoven fabrics produced at three different fabric weight such as 1300g/m2, 1600g/m2 and 2200g/m2 from PP/Hemp fibres in the blending ratio of 50/50% were studied.

Figure3-Natural Fibre Reinforced Nonwoven Composites-Doğal Elyaf Takviyeli Dokunmamış Kumaş Esaslı Kompozit Ürünler
II. Materials and Method
II.1. Materials
Hemp and flax fibres were procured from local fibre producer in Romania. As the fine flax fibres used at yarn production in the textile industry are not cost-effective for the nonwoven industry, the coarse flax fibres were preferred in the production of nonwoven fabrics. The flax and hemp fibres were not treated with alkali solution before further processing.
The polypropylene fibre with 6.7dtex fineness and 75mm staple length was used in the study. The mechanical properties of fibres were tested according to “TSE EN ISO 5079 Textiles-Fibres-Determination of Breaking Force and Elongation at Break of Individual Fibres” standard. The mechanical properties and fineness values of the fibres used in the experimental study were given at Table1.
Table1-Mechanical Properties and Fineness Values of Fibres, Liflerin Mekanik Özellikleri ve İncelik Değerleri
| Tenacity
Mukavemet (cN/tex) |
Elongation
Uzama (%) |
Fibre Fineness
Lif İnceliği (tex) |
|
| Polypropylene (Polipropilen) | 27,42 | 198,58 | 0,670 |
| Flax (Keten) | 45,72 | 4,5154 | 4,488 |
| Hemp (Kenevir) | 53,82 | 6,2860 | 6,941 |
II.2. Web Formation
The staple polypropylene fibres were blended with flax and hemp fibres in the ratio of 50/50% separately. The production study was carried out at industrial type needle punching line consisting of carding, cross lapper, pre-needling and needle punching machines instead of laboratory-type machines.
II.3. Web Bonding-Production of Needle Punched Nonwoven Fabrics
The webs were formed at the carding machine and overlapped at cross lapping machine according to required web weight. The carded webs in which the fibres are laid parallel to each other were pre-needled at punch density of 5punch/cm2. The pre-needled nonwoven fabrics were mechanically bonded by using two needle punching machines. The needle punched nonwoven fabrics were produced with punch densities of 50punch/cm2 and 45 punch/cm2 at needle punching machines respectively. The depth of needle penetration was determined to 10mm for all needle punching process.
Test Results
The values of the sound absorption coefficient of needle punched nonwoven fabrics were measured by using BSWA TECH impedance tube system and method according to ASTM 1050-98 standard in the frequency range of 100-5000Hz. The nonwoven fabrics were cut into 100mm and 30mm diameters for measurements in low, medium and high-frequency ranges.

Figure4-The Values of Sound Absorption Coefficient of PP/Hemp Nonwoven Fabric-PP/Kenevir Esaslı Dokunmamış Kumaşların Ses Yutum Katsayısı Değerleri
Figure4 shows the influence of fabric weight on the sound absorption properties of needle punched nonwoven fabrics produced at three different fabric weight such as 1300g/m2, 1600g/m2, 2200g/m2 from hemp and staple polypropylene fibres in the blending ratio of 50/50%. The sound absorption results were given in the unit of the sound absorption coefficient. The values of the sound absorption coefficient of needle punched nonwoven fabrics were measured in the frequency range of 100Hz to 5000Hz. It was seen that all needle punched nonwoven fabrics had lower sound absorption coefficient values in the low-frequency range.
As the nonwoven fabric weight in grams per square meter increased, it was observed that the values of the sound absorption coefficient of all nonwoven fabrics increased starting from 500Hz. This result can be explained with due to the higher number of fibres in nonwoven fabric structure and larger fibre surface area, thus longer tortuous path for sound waves to travel in nonwoven fabric structure. The damping of sound waves depends on the tortuous paths of fibres in the nonwoven fabric. [16]
It was remarkable that all of the PP/Hemp needle-punched nonwoven fabrics have exhibited poor sound absorption performance in the low-frequency range of 100-500Hz. It is suggested that the addition of viscous interlayer material with sound-proofing property could be used to increase the damping effect. [4] Sound absorption at low frequencies can be improved either by increasing the thickness of the sound absorbers and providing an air gap between the sound absorber and solid backing. [16], [17]

Figure5-Sound Absorption and Insulation Mechanisms-Ses Yutum ve Yalıtım Mekanizmaları

Figure6-The Values of Sound Absorption Coefficient of PP/Hemp and PP/Flax Nonwoven Fabric at 1300g/m2 Fabric Weight-1300g/m2 PP/Kenevir ve PP/Keten Esaslı Dokunmamış Kumaşların Ses Yutum Katsayısı Değerleri
In the Figure6, the values of the sound absorption coefficient of needle punched nonwoven fabrics produced at 1300g/m2 fabric weight from PP/Flax and PP/Hemp fibres in the blending ratio of 50/50% were compared in the frequency range of 100-5000Hz. It was seen that the values of the sound absorption coefficient of both of the needle-punched nonwoven fabrics increased continuously in the frequency range of 500Hz to 5000Hz. It was observed that the trends of the sound absorption coefficient graphs of both PP/Flax and PP/Hemp nonwoven fabrics were similar to each other. Both of the needle-punched nonwoven fabrics exhibited poor sound absorption performance in the low-frequency range of 100Hz to 500Hz. This result can be explained by the fact that the wavelength of the sound wave is longer and the propagation path of the sound wave is the shorter at low frequency.

Figure7-The Values of Sound Absorption Coefficient of PP/Hemp and PP/Flax Nonwoven Fabric at 1600g/m2 Fabric Weight-1600g/m2 PP/Kenevir ve PP/Keten Esaslı Dokunmamış Kumaşların Ses Yutum Katsayısı Değerleri
In the Figure7, the values of the sound absorption coefficient of needle punched nonwoven fabrics produced at 1600g/m2 fabric weight from PP/Flax and PP/Hemp fibres in the blending ratio of 50/50% were compared in the frequency range of 100-5000Hz. It was seen that the values of the sound absorption coefficient of both of the needle punched nonwoven fabrics increased continuously in the frequency range of 400 to 5000Hz. It was observed that PP/Flax nonwoven fabric had higher sound absorption coefficient values compared to PP/Hemp nonwoven fabric in the frequencies between 1250 and 4000Hz. It was seen that the sound absorption coefficient values of PP/Flax and PP/Hemp nonwoven fabrics were almost the same in the frequencies between 100Hz and 1000Hz.
Figure8-The Values of Sound Absorption Coefficient of PP/Hemp and PP/Flax Nonwoven Fabric at 2200g/m2 Fabric Weight-2200g/m2 PP/Kenevir ve PP/Keten Esaslı Dokunmamış Kumaşların Ses Yutum Katsayısı Değerleri
In the Figure8, the values of the sound absorption coefficient of needle punched nonwoven fabrics produced at 2200g/m2 fabric weight from PP/Flax and PP/Hemp fibres in the blending ratio of 50/50% were compared in the frequency range of 100Hz to 5000Hz. It was seen that the values of the sound absorption coefficient of both of the needle punched fabrics nonwoven increased continuously in the frequencies between 315Hz and 5000Hz. It was observed that PP/Flax nonwoven fabric had higher sound absorption coefficient values compared to PP/Hemp nonwoven fabric in the frequencies between 315 and 2500Hz. This result may be due to the fact that the flax fibres are finer than hemp fibres. As the flax fibres are finer than hemp fibres, the nonwoven fabric produced from flax fibres has a higher number of fibres. This leads to an increase in surface area of fibre in nonwoven fabric and higher sound absorbency. It was seen that PP/Flax and PP/Hemp needle punched nonwoven fabrics had low sound absorption coefficient values in the low-frequency range. This result can be explained by the fact that the wavelength of the sound wave is longer and the propagation path of the sound wave is the shorter at low frequency. As a result, dissipation of sound energy at lower frequencies is less and more dissipation in higher frequencies. Developed nonwoven fabrics can be used as effective sound absorptive materials for medium and high-frequency sound absorption applications. The nonwoven fabrics with higher sound absorption properties in the low-frequency range should be developed in the future.
III. Conclusion
In this study, the values of the sound absorption coefficient of needle punched nonwoven fabrics produced at three different fabric weight such as 1300g/m2, 1600g/m2 and 2200g/m2 from PP/Flax and PP/Hemp fibres in blending ratio of 50/50% were compared in the frequency range of 100Hz to 5000Hz. Moreover, the influence of fabric weight on sound absorption property of needle punched nonwoven fabric produced hemp and polypropylene fibres in the blending ratio of 50/50% was investigated. The nonwoven fabrics were produced by using industrial type the carding, cross lapping and needle punching machines.
It was observed that the PP/Flax needle-punched nonwoven fabrics had higher sound absorption coefficient values compared to PP/Hemp nonwoven fabric at 1600g/m2 and 2200g/m2 fabric weight in the medium and high-frequency range. This result could be due to the finer and more porosity structure of flax fibres compared to hemp fibres.
It was seen that the values of the sound absorption coefficient of needle punched nonwoven fabrics produced from hemp and polypropylene fibres increased with the increase of fabric weight in grams per square meter. As the weight of nonwoven fabric in grams per square meter increased, it was seen that the values of the sound absorption coefficient of needle punched nonwoven fabrics increased significantly due to the increasing number of fibres and fibre surface area in the nonwoven fabric structure. It should be emphasized once again that the nonwoven fabrics produced from finer fibres are ideal materials for sound absorption applications due to the fact that they have a higher total surface area.
References
1- Pasayev,N.; Kocatepe,S.; Maras,N.: (2018) “Investigation of Sound Absorption Properties of Nonwoven Webs Produced from Chicken Feather Fibers”, Journal of Industrial Textiles, Vol.48, Issue:10, pp.1616-1635
2- L.,Jiangbo; Z,Shangyong; T,Xiaoning : (2020) “Sound Absorption of Hemp Fibers Based Nonwoven Fabrics and Composites, Journal of Natural Fibres.
3- Muthukumar,N.; Thilagavathi,G.; Neelakrishnan,S.; Poovaragan,P.T.: “Sound and Thermal Insulation Properties of Flax/Low Melt PET Needle Punched Nonwovens”, Journal of Natural Fibres, 2019, Vol.16, No.2, pp.245-252.
4-Prahsarn,C.; Klinsukhon,W.; Suwannnamek,N.; Wannid,P.; Padee,S.: (2020) “Sound Absorption Performance of Needle Punched Nonwovens and Their Composites with Perforated Rubber”, SN Applied Sciences, 2020
5-Palak,H.; Karaguzel Kayaoglu,B.: (2020) “Analysis of the Effect of Fiber Cross Section and Different Bonding Methods on Sound Absorption Performance of PET Fiber Based Nonwovens Using Taguchi Method”, The Journal of the Textile Institute, 2020, Vol.111, No.4, pp.575-585.
6-Tang,X.; Yan,X.: (2017) “Acoustic Energy Absorption Properties of Fibrous Materials: A Review”, Composites Part A-Applied Science and Manufacturing, Vol.101, pp.360-380
7-Ganesan,P.; Karthik,T.: (2016) “Development of Acoustic Nonwoven Materials from Kapok and Milkweed Fibres”, Journal of Textile Institute, Vol.107, Issue:4, Apr, pp.477-482
8-Gomez,T.S.; Navacerrada,M.A.; Diaz,C.: (2020) “Fique Fibres as a Sustainable Material for Thermoacoustic Conditioning”, Applied Acoustics, Vol.164, No.UNSP 107240.
9-Guzdemir,O.; Bermudez,V.; Kanhere,S.: “Melt-Spun Poly(lactic acid) Fibers Modified with Soy Fillers: Toward Environment-Friendly Disposable Nonwovens”, Polymer Engineering and Science, Vol.60, Issue:6, pp.1158-1168, Jun2020.
10-Zhang,J.; Khatibi,A.A.; Castanet,E.: “Effect of Natural Fibre Reinforcement on the Sound and Vibration Damping Properties of Bio-Composites Compression Moulded by Nonwovens Mats”, Composites Communications, Vol.13, pp.12-17, Jun2019.
11-Bhat,G.; El Messiry,M.: “Effect of Microfiber Layers on Acoustical Absorptive Properties of Nonwoven Fabrics”, Journal of Industrial Textiles, Vol.50, Issue:3, pp.312-332
12-Islam,S.; El Messiry,M.; Sikdar,P.P.; Seylar,J.; Bhat,G.: (2020) “Microstructure and Performance Characteristics of Acoustic Insulation Materials from Post-Consumer Recycled Denim Fabrics”, Journal of Industrial Textiles, DOI:10.1177/1528083720940746
13-Thilagavathi,G.; Muthukumar,N.; Krishnanan,S.N.; Senthilram,T.: (2019) “Development and Characterization of Pineapple Fibre Nonwovens fro Thermal and Sound Insulation Applications”, Journal of Natural Fibers, Vol.17, Isuue:10, pp.1391-1400.
14-Campeau,S.; Panneton,R.; Elkoun,S.: “Experimental Validation of an Acoustical Micro-Macro Model for Random Hollow Fibre Structures”, Acta Acustica United with Acustica, Vol.105, Issue1, Special Issue:SI, Jan-Feb 2019, pp.240-247
15-Liu,X.; Li,L.; Yan,X.: “Sound-Absorbing Properties of Kapok Fiber Nonwoven Composite at low Frequency”, 3rd International Conference o Textile Engineering and Materials, Aug 24-25, Dalian, Peoples R China, 2013.
16-Ramamoorthy,M.; Rengasamy,R.S.: “Study on the Effects of Denier and Shapes of Polyester Fibres on Acoustic Performance of Needle Punched Nonwovens with Air-Gap” The Journal of The Textile Institute, 2019, Vol.110, No.5, pp.715-723
17-Shoshani,Y.;Yakubov,Y.: “A Model for Calculating the Noise Absorption Capacity of Nonwoven Fibre Webs, Textile Research Journal, Vol.69(7), pp.519-526.